Our Reason is Water® 168一分钟极速赛车官网_全场比赛结果实时视频直播
Advanced Drainage Systems leads the industry with a comprehensive and sustainable suite of products proven to work.

Now Open: The New Engineering and Technology Center

168极速赛车一分钟drawing、全场比赛结果实时视频直播+数据即时同步Now Open: The New Engineering and Technology Center
Geared towards innovative research, the newly constructed Engineering and Technology Center is one of the most advanced stormwater engineering centers in the world.
Learn More2024 Harris Poll Results are in

2024 Harris Poll Results are in
The Harris Poll conducted a survey on behalf of Advanced Drainage Systems, Inc. exploring public perceptions on water management in the U.S.
See the ResultsAmerica's Most Responsible Company in 2025

America's Most Responsible Company in 2025
ADS has been named by Newsweek as one of America's Most Responsible Companies in 2025. For the 3rd consecutive year, we are recognized for our commitment to environmental, social and corporate governance efforts.
Read MoreIntroducing the Pipe Value Tool
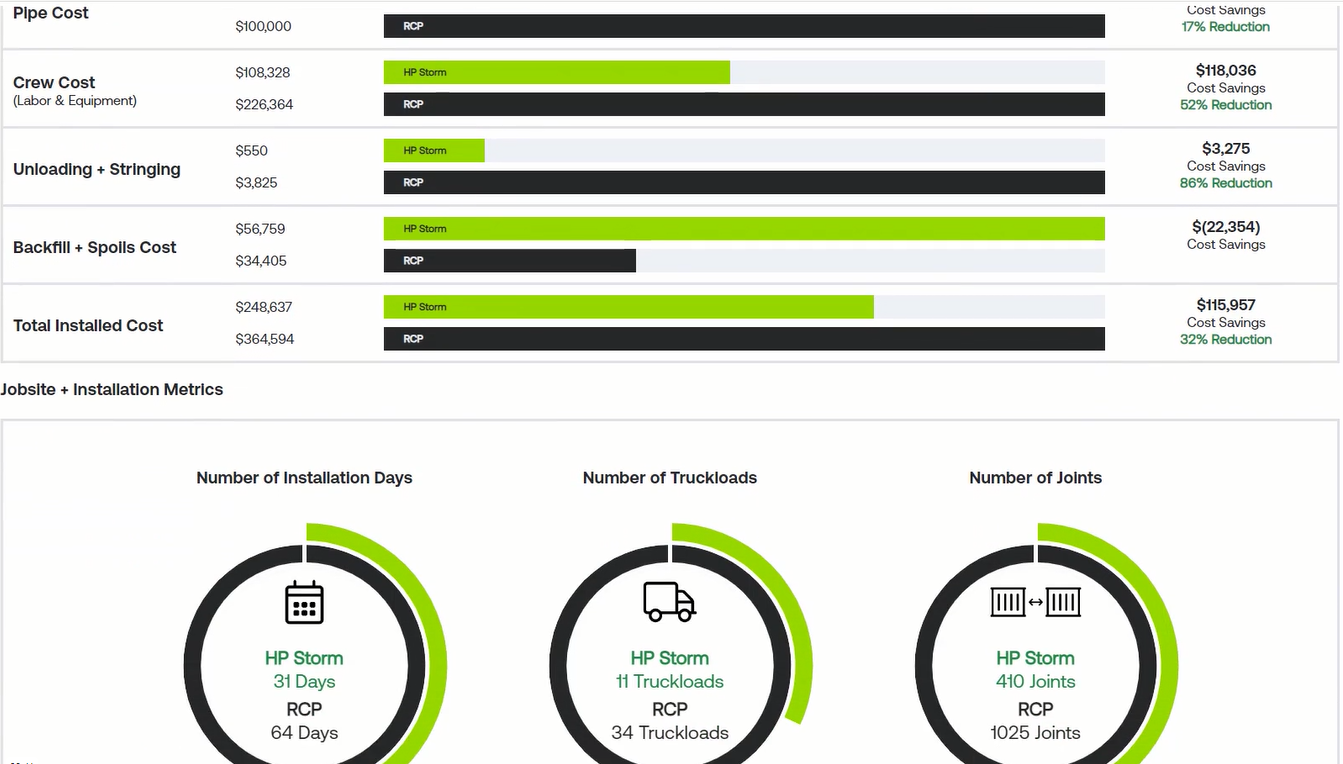
Introducing the Pipe Value Tool
Create reports to calculate and compare the total installed cost differences between ADS dual wall pipe products and the competition.
Start Using NowThe Lifecycle of a Raindrop®
From the moment rain enters our drain until we safely return it back to its natural environment, we take the responsibility of managing the precious resource of water very seriously.
Learn About the Lifecycle of a Raindrop





Engineered for the if, ready for the when.

2025全年最佳赛车历史记录,168极速赛车一分钟开奖 lottery draw 记录走势数据 Engineered for the if, ready for the when.
Everyday stressors are just as significant as severe weather events. Our resilient stormwater management solutions are designed to handle both, providing long-term value and rapid recovery when time is of the essence.
Learn MoreDid you know?
